
In Pacific Northwest paper mills, screw conveyors are the workhorses of material handling—moving tons of wood chips, bark, and pulp every hour. But that relentless grinding takes a brutal toll. When abrasion wears through your screw flights, you're not just looking at a maintenance headache—you're staring down unplanned downtime that costs thousands per hour.
The Hidden Cost of Conveyor Wear
Wood chip handling equipment in paper mills faces some of the harshest conditions in industrial processing. Unlike smooth, predictable materials, wood chips are irregular, abrasive, and often carry embedded grit from yard storage. This creates a perfect storm of wear mechanisms that attack screw conveyor surfaces from multiple angles.
The damage typically shows up first on the leading edges of screw flights, where chips impact at speed. From there, wear progresses along the flight surfaces and into the trough lining. Left unchecked, you'll see reduced throughput as worn flights lose their efficiency, increased power consumption as motors work harder to move the same volume, product contamination from metal particles, and eventually catastrophic failure requiring emergency shutdown.
For Washington and Oregon mills running 24/7 operations, that failure scenario isn't hypothetical—it's a constant threat that maintenance teams plan around.
Why Traditional Repairs Fall Short
Conventional approaches to screw conveyor repair typically involve welding—either hard-facing worn areas or welding in new flight sections. While welding has its place, it comes with significant drawbacks for paper mill applications.
Hot work permits, fire watches, and confined space considerations add time and complexity to every repair. Welding introduces heat distortion that can throw flights out of alignment. Hard-facing materials, while durable, are prone to cracking under impact. And perhaps most critically, welding requires skilled tradespeople who may not be available when equipment fails at 2 AM on a Saturday.
Belzona Technology Northwest Consultant, Jerry Fuller in Eastern Washington states, "not to mention, i've seen mills weld new flights onto a screw and have it running out of tolerance before it makes a full rotation. Now you're chasing a vibration problem on top of the wear problem you started with."
Pro tip
Schedule conveyor inspections during planned shutdowns. Catching wear at 25% depth allows for protective coating application. Waiting until flights are 50% worn means full rebuilds.
The Advantage of Polymers
Polymer composite technology offers an alternative that addresses the limitations of traditional welding while delivering superior abrasion resistance. These cold-applied materials bond directly to metal substrates and can be built up to restore original dimensions—or enhanced profiles designed to extend service life.
For flight rebuilding and dimensional restoration, Belzona 1111 Super Metal serves as the foundation. This versatile composite can be used to rebuild worn flight edges to original—or improved—specifications. When combined with Belzona reinforcement mesh, rebuilt sections gain additional structural integrity that resists the impact loads common in chip handling applications.
Belzona 1811 Ceramic Carbide is specifically engineered for severe abrasion environments like wood chip handling. This two-component epoxy system incorporates ceramic and carbide fillers that create a surface harder and more wear-resistant than the original steel. Applied at ambient temperature, it eliminates hot work requirements while providing exceptional resistance to sliding abrasion. | 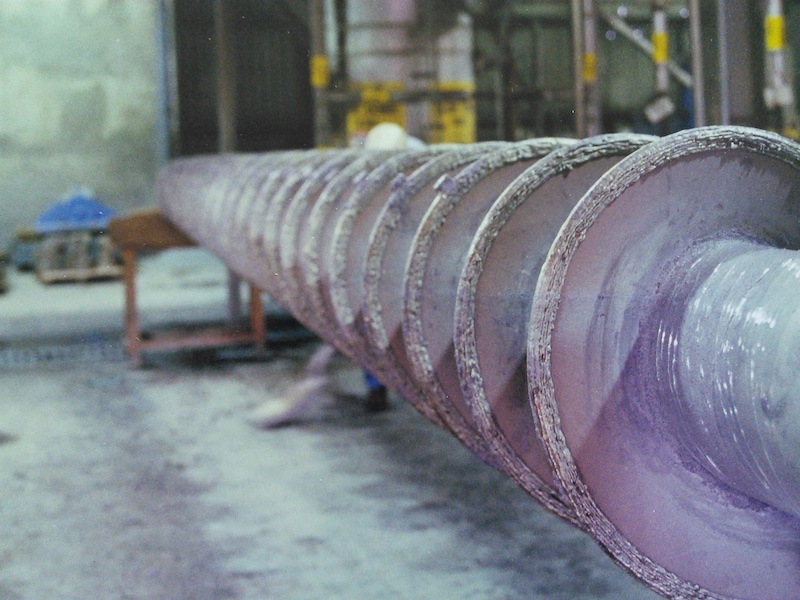 |
The Repair Process: What to Expect
A typical screw conveyor restoration follows a systematic approach. Surface preparation is critical—contamination from wood oils, accumulated debris, and surface oxidation must be removed to achieve proper adhesion. Mechanical preparation creates the surface profile needed for composite bonding.
Damaged areas are then rebuilt using Belzona 1111 with reinforcement mesh where structural support is needed. Once the base repair achieves initial cure, Belzona 1811 is applied as an abrasion-resistant overlay. The entire flight surface—not just damaged areas—receives this protective coating to provide uniform wear resistance.
Cure times depend on temperature, but most repairs can return to service within 24 hours. For mills that can't afford extended downtime, accelerated cure options are available.
WARNING:
Surface preparation shortcuts compromise repair longevity. Proper cleaning and profiling are non-negotiable for polymer composite adhesion.
Real Results in Pacific Northwest Operations
Mills throughout Washington and Oregon have adopted composite repair strategies for their wood chip handling equipment with documented success. Typical results show conveyor service life extensions of 200-400% compared to unprotected steel, elimination of hot work requirements in classified areas, reduced maintenance frequency, and lower total cost of ownership when compared against repeated welding repairs.
The approach is particularly valuable for older equipment where replacement parts are difficult to source or where OEM lead times would result in extended downtime.
Planning Your Conveyor Repair Strategy
The best time to address screw conveyor wear is before it becomes an emergency. Implementing a proactive coating program on new or newly refurbished equipment prevents the abrasion cycle from starting. For equipment already showing wear, scheduling repairs during planned outages avoids the premium costs and compromised quality that come with emergency work.
Belzona Technology Northwest provides on-site assessments throughout the Pacific Northwest to help mills develop conveyor maintenance strategies tailored to their specific materials and operating conditions. Whether you're dealing with active failures or planning preventive programs, our technical team can help identify the right approach.